Hướng dẫn kết nối ống UPVC – Polyvinylclorua (polyvinyl chloride viết tắt là PVC) là một loại nhựa nhiệt dẻo được tạo thành từ phản ứng trùng hợp vinylclorua (CH2=CHCl). Phản ứng trùng hợp rút gọn được mô tả ở hình bên. Hiện nay, ống UPVC nhựa Bình Minh được kết nối bằng 2 phương pháp phỏ biến như sau:
1. PHƯƠNG PHÁP KẾT NỐI ỐNG uPVC DÙNG GIOĂNG CAO SU
|
Phương pháp này được sử dụng để kết nối các ống uPVC có khớp nối gioăng (NJ) và thường áp dụng cho các ống có đường kính từ ø90 trở̉ lên. |
Bước 1: Làm sạch rãnh lắp gioăng, kiểm tra vạch đánh dấu có sẵn trên ống.
|

| Bước 2: Lắp gioăng vào rãnh của đầu nong đúng vị trí, đúng chiều gioăng | Bước 3: Thoa chất bôi trơn ( xà phòng, dầu ăn, nước rửa bát…) vào đầu ống và gioăng cao su trong đầu nong. |
Lưu ý: Không thoa vào phần tiếp giáp giữa gioăng và ống để tránh xê dịch trong quá trình lắp đặt
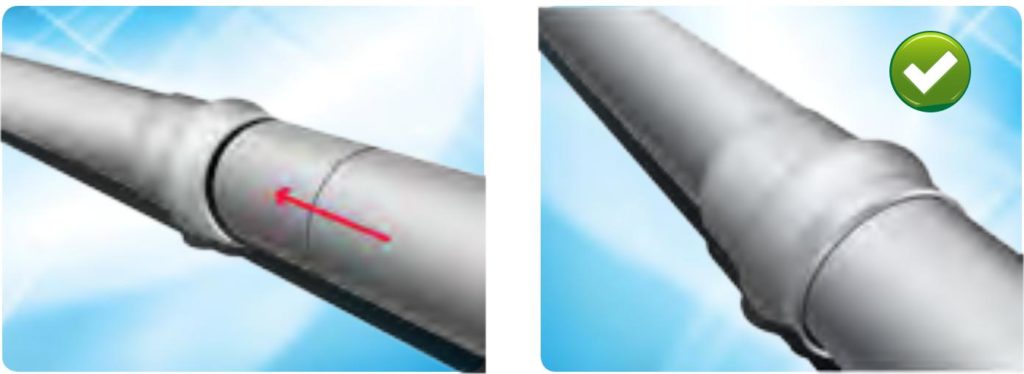
Bước 4: Đặt hai ống thẳng hàng, dùng lực tác động để đưa đầu ống không có đầu nong đi vào ống có đầu nong.
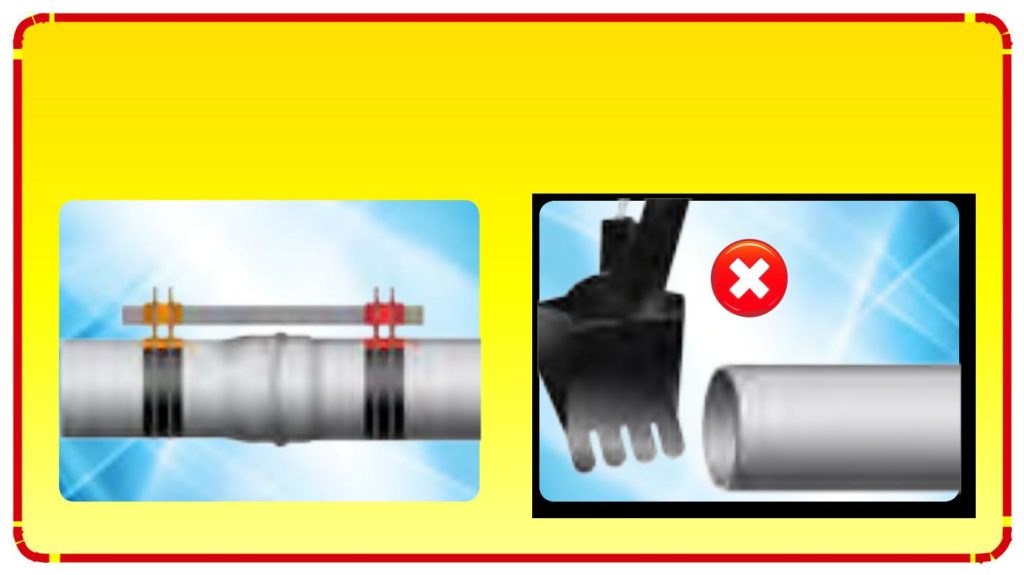
LƯU Ý: Nếu sử dụng thiết bị cơ giới hay cơ khí để lắp ráp, nên đặt một tấm gỗ chêm giữa ống và thiết bị hoặc lót cao su vào bề mặt ống trước khi lắp chi tiết cơ khí, phải đảm bảo kiểm soát tốt lực tác động lên ống đều và ổn định. Không được lắp quá vạch giới hạn.
>>>> Ống nhựa PPR
KHUYẾN CÁO : Nên sử dụng thiết bị chuyên dụng như cảo, thiết bị thủy lực… thay vì thiết bị cơ giới.
2. PHƯƠNG PHÁP KẾT NỐI ỐNG uPVC DÙNG KEO DÁN
Phương pháp này được sử dụng để kết nối các ống uPVC có khớp nối nong trơn (NĐ).

Nối ống hdpe bằng phương pháp dán keo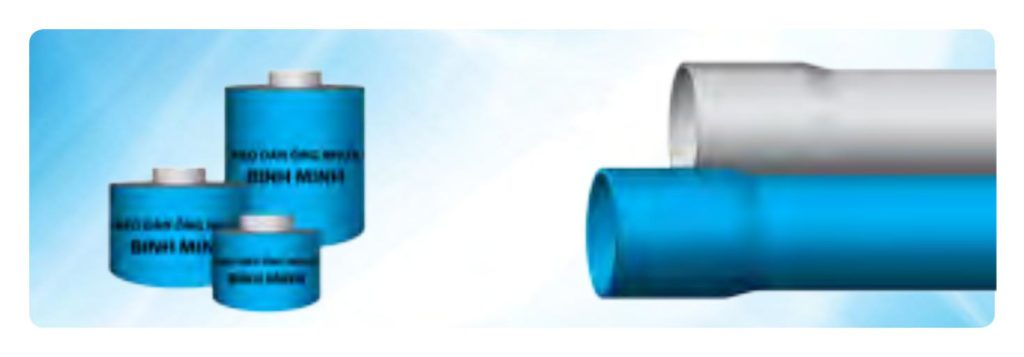
Gồm 6 bước

|
Bước 1: Làm sạch bề mặt tiếp xúc giữa ống và phụ tùng.
|
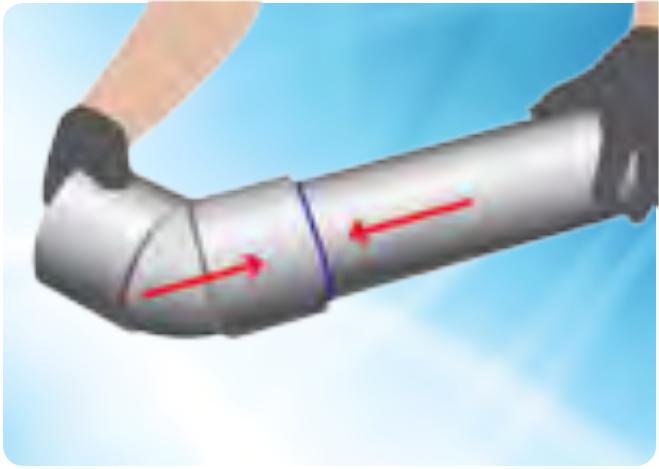
Bước 2: Đánh dấu chiều dài cần lắp trên ống
|

Bước 3: Dùng cọ thoa nhanh keo dán PVC lên đầu ống đã đánh dấu và mặt trong của khớp nối.
Bước 4: Đẩy nhanh, mạnh ống và phụ tùng đến vạch đã đánh dấu. |

Bước 5: Dùng giẻ lau sạch keo dán thừa trên mối nối.
Bước 6: Mối nối khi gắn xong phải để nguyên chờ khô, không được rung lắc ít nhất trong 5 phút và không thử áp trước 24h sau khi hoàn thành. Lưu ý: Không thoa quá nhiều keo dán, lượng keo dư đọng lại trên bề mặt sẽ phá hủy mối nối.
|
Lượng keo dán thích hợp với từng cỡ ống như sau:
| Khớp nối (mm) | Lượng keo dán cho 1 mối nối (g) | Khớp nối (mm) | Lượng keo dán cho 1 mối nối ( g) |
| 21 | 1,4 | 140 | 29,0 |
| 27 | 2,0 | 160 | 43,6 |
| 34 | 2,8 | 180 | 56,4 |
| 42 | 4,0 | 200 | 70,8 |
| 48/49 | 5,4 | 220/225 | 89,4 |
| 60/63 | 8,0 | 250 | 123,0 |
| 75 | 9,6 | 280 | 137,7 |
| 90 | 11,8 | 315 | 184,6 |
| 110/114 | 22,8 | 400 | 249,6 |

Ống nhựa ppr có dán keo được không?
II. HƯỚNG DẪN KẾT NỐI ỐNG HDPE
Có 3 phương pháp phổ biến kết nối ống HDPE như sau:
1. Phương pháp hàn nhiệt đối đầu.
2. Phương pháp hàn điện trở̉.
3. Phương pháp nối dùng khớp nối sống (phụ kiện ren).
1, PHƯƠNG PHÁP HÀN NHIỆT ĐỐI ĐẦU
Đây là cách phổ biến hiện nay để kết nối ống HDPE bở̉i phương pháp thi công đơn giản và chi phí thấp. Phương pháp này sử dụng thiết bị̣ chuyên dụng là máy hàn thủy lực và được dùng cho các đường ống có đường kính từ ø63 – ø1200.

CẤU TẠO VÀ MÔ TẢ HOẠT ĐỘNG
| Cụm động cơ thủy lực: | |
| 1. Đồng hồ cài đặt thời gian | 5. Cần gạt điều hướng |
| 2. Van cài đặt áp suất | 6. Van xả áp suất |
| 3. Đồng hồ hiển thị̣ áp suất | 7. Nắp che bảo vệ |
| 4. Công tắc thời gian | |
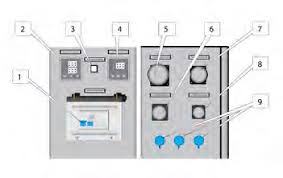
KẾT NỐI NGUỒN ( TRÊN KHUNG ĐỠ MÁY VÀ ĐĨA NHIỆT)
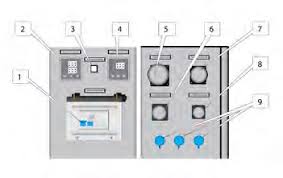
1. Công tắc nguồn
2. Đồng hồ cài đặt và hiển thị̣ nhiệt độ
3. Công tắc đĩa nhiệt
4. Đồng hồ hiển thị̣ hiệu điện thế
5. Kết nối giắc cắm đĩa nhiệt
6. Kết nối giắc cắm động cơ thủy lực
7. Kết nối giắc cắm máy vát
8. Kết nối giắc cắm palăng
9. Kết nối dự phòng
Máy hàn nhiệt đối đầu ống HDPE gồm 5 bộ phận chính gồm: Cụm động cơ thủy lực, bộ khung kẹp ống, đĩa nhiệt, máy vát phẳng đầu ống và palăng nâng hạ đĩa nhiệt, máy vát (chỉ có trên máy hàn từ D450 trở̉ lên).
Tùy từng loại máy mà đồng hồ cài đặt nhiệt, công tắc nguồn, các giắc cắm… có thể lắp đặt ở̉ cụm động cơ thủy lực hoặc trên khung đỡ đĩa nhiệt và máy vát.
Chuẩn bị máy và điều kiện thi công
Người vận hành thiết bị̣ phải đọc kỹ̃ các hướng dẫn để đảm bảo an toàn trong quá trình sử dụng
+ Máy chỉ sử dụng hàn ống HDPE, không sử dụng để hàn các loại ống làm từ nguyên liệu khác.
+ Sử dụng máy trong môi trường khô ráo, không vận hành trong điều kiện trời mưa hoặc khu vực ẩm ướt.
+ Nguồn điện cung cấp 220 – 380V±10%, 50Hz, tùy từng máy cụ thể.
+ Kiểm tra và đảm bảo chắc chắn máy có đủ dầu thủy lực (loại dầu 40) để làm việc; mức dầu phải vượt quá 2/3 bình dầu
+ Tiết diện dây dẫn nguồn điện phải phù hợp công suất thiết bị̣. Dây dẫn không bị̣ bong tróc lớp nhựa bảo vệ, hoặc có nguy cơ rò rỉ điện.
+ Nếu sử dụng máy phát điện, phải đảm bảo đáp ứng đủ công suất thiết bị̣. Công suất máy phát tham khảo theo công thức: Công suất máy phát (KVA) = Công suất thiết bị̣ (KW) / 0,8.
+ Dao trên máy vát phải đảm bảo đủ độ sắc bén.
+ Mọi công cụ hỗ trợ cần thiết như: Gối kê kích cân bằng ống, thiết bị̣ khử ovan đường kính (với ống từ ø710 trở̉ lên), thiết bị̣ nâng chuyển ống, cưa ống, …. đã sẵn sàng.
KẾT NỐI MÁY
>>> Ống nhựa HDPE

- Kết nối dây dẫn dầu thủy lực với khung kẹp ống bằng khớp nối nhanh. l Kết nối giắc cắm động cơ thủy lực, đĩa nhiệt, máy vát, pa lăng.
- Lắp má kẹp phù hợp loại ống cần hàn vào ống vào khung kẹp ống
Kết nối dây dẫn điện của thiết bị̣ vào công tắc nguồn (một pha hoặc ba pha tùy từng loại máy hàn). Kết nối dây tiếp đất đúng yêu cầu (dây tiếp đất luôn có trong dây nguồn của thiết bị̣).
Cài đặt các giá trị̣ nhiệt độ, thời gian và áp suất hàn. Các giá trị̣ này được mô tả trong bảng thông số cài đặt tùy loại máy, đường kính và cấp áp lực từng loại ống.
Cài đặt thời gian và nhiệt độ cho máy
* Cài đặt bộ điều khiển nhiệt độ
- Nhấn “SET” và giữ 3 giây cho tới khi hiện lên chữ “sd” trên màn hình. l Nhấn hoặc để lựa chọn giá trị̣ nhiệt độ.
Sau khi cài đặt xong nhấn “SET” để thoát ra ngoài màn hình chính.
LƯU Ý
Các khoảng thời gian trong quá trình hàn ống có thể sử dụng các thiết bị như đồng hồ đeo tay, đồng hồ đếm thời gian…sẽ tiện lợi hơn do có nhiều mức thời gian khác nhau nối tiếp xảy ra liên tục trong quá trình hàn (thông số chi tiết theo bảng cài đặt theo từng loại máy hàn).
* Cài đặt đồng hồ đếm thời gian
Nhấn “Set” ====> Đèn T2 nhấp nháy,đèn T5 tắt
Nhấn ∇ hoặc Δ ====> Cài đặt thời gian T2 (giây)
Nhấn “Set” ====> Đèn T2 tắt đèn T5 nhấp nháy
Nhấn ∇ hoặc Δ ====> Cài đặt thời gian T5 (giây)
Nhấn “Set” ====> Cài đặt kết thúc
LƯU Ý
Với mỗi hãng máy khác nhau, việc cài đặt nhiệt có thể khác nhau. Đề nghị liên hệ Nhựa Bình Minh để có hướng dẫn cụ thể khi có sự khác biệt so với hướng dẫn này.
Cách sử dụng đồng hồ thời gian
Nhấn T2 ====> Còi sẽ kêu khi thời gian T2 kết thúc
Nhấn T5 ====> Còi sẽ kêu khi thời gian T5 kết thúc
Nhấn ∇ hoặc Δ ====> Dùng đồng hồ đếm thời gian
Hướng dẫn sử dụng đồng hồ T2 và T5 trong quá trình hàn
Quá trình hàn:
Quy trình hàn ống gồm 5 bước tương ứng với 5 công đoạn thời gian như sau:
- Thời gian gia nhiệt có áp, T1 được tính từ lúc 2 đầu ống chạm vào đĩa nhiệt.
- Thời gian gia nhiệt tăng cường, T2 được tính từ lúc kết thúc T1 (cần gạt điều hướng ở̉ vị̣ trí giữa)
- Thời gian di chuyển đĩa nhiệt ra khỏi 2 đầu ống, T3 .
- Thời gian hàn có áp, T4 được tính từ lúc 2 đầu ống chạm nhau.
- Thời gian làm nguội, T5 được tính từ lúc kết thúc T4 (cần gạt điều hướng ở̉ vị̣ trí giữa)
LƯU Ý
Có thể sử dụng đồng hồ đo thời gian bất kỳ để đếm thời gian từ T1 đến T5.

Bước 1: Lắp ống và cài đặt thông số
- Lắp ống vào khung kẹp ống, cân chỉnh sao cho 2 đầu ống đấu khít vào nhau (đồng tâm). Làm sạch bề mặt ống chuẩn bị̣ hàn.
- Lắp ống vào khung kẹp, 2 đầu ống ở̉ bên ngoài khung kẹp ống cần được kê trên gối đỡ sao cho hai cây ống thẳng hàng và đồng tâm. Siết bù lon đai kẹp để giữ chặt ống.
- Cài đặt nhiệt độ và thời gian phù hợp loại ống đang kết nối (tham khảo giá trị̣ theo bảng cài đặt thông số máy hàn ống HDPE)
- Đo áp suất kéo và cài đặt áp suất làm việc của hệ thống: Mở̉ van điều chỉnh áp suất (Pressure regulation valve) tại vị̣ trí thấp nhất, khóa van xả áp (Swing check valve) và đẩy cần gạt điều hướng (Direction valve) về phía trước, tăng chậm đều van điều chỉnh áp suất cho tới khi xy lanh bắt đầu chuyển động, khi 2 đầu ống chạm nhau, đọc giá trị̣ áp suất trên đồng hồ, đó chính là áp suất kéo của hệ thống – P0 . Tiếp tục mở̉ van điều chỉnh áp suất theo chiều kim đồng hồ, khi áp suất tăng đến giá trị̣ P0 + P1 thì dừng lại, khóa chặt vòng lốc kê cố đị̣nh van.
LƯU Ý
Đối với ống đường kính lớn mà ống bị ô van quá nhiều, cần dùng dụng cụ khử ô van để xử lý trước khi gá vào máy hàn.

Bước 2: Vát ống
Dùng cần gạt điều hướng để di chuyển 2 đầu ống xa nhau, chỉnh van xả áp ngược chiều kim đồng hồ để đưa áp suất về giá trị̣ thấp nhất. Di chuyển đĩa vát vào giữa 2 đầu ống, mở̉ công tắc cho máy vát hoạt động. Điều khiển cần gạt điều hướng để 2 đầu ống hướng vào máy vát, đóng van xả áp từ từ theo chiều kim đồng hồ cho tới khi vát được cả 2 đầu ống, sau đó đẩy cần gạt điều hướng để di chuyển 2 đầu ống rời khỏi máy vát, tắt máy vát và di chuyển về khung đỡ.

Bước 3: Chỉnh đồng tâm
Điều khiển 2 đầu ống chạm nhau, kiểm tra độ lệch tâm, điều chỉnh đồng tâm 2 đầu ống bằng cách siết hoặc mở̉ bù lon đai kẹp cho đến khi đạt yêu cầu, độ lệch tâm lớn nhất không vượt qua 10% chiều dày thành ống.
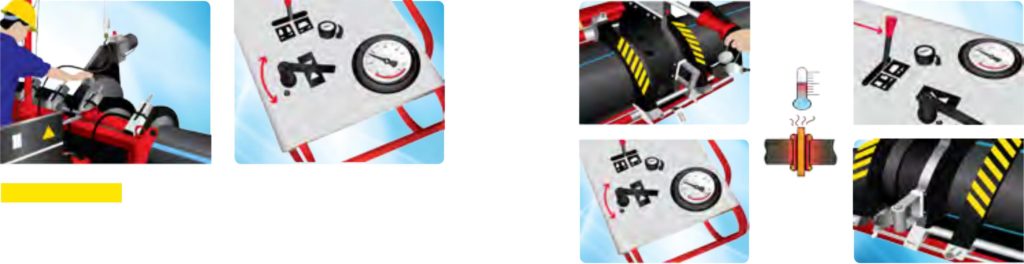
Bước 4: Gia nhiệt
Khi đĩa nhiệt đạt nhiệt độ cài đặt, di chuyển đĩa nhiệt vào giữa 2 đầu ống. Điều khiển cần gạt điều hướng để di chuyển 2 đầu ống chạm vào đĩa nhiệt cho đến hết thời gian T1 . Thời gian T2 được tính ngay sau kết thúc T1 , lúc này đồng thời cần thực hiện 3 thao tác:
- Điều khiển cần gạt điều hướng về vị̣ trí giữa. l Nhấn công tắc thời gian T2.
- Vặn ngược chiều kim đồng hồ van xả áp suất để đưa áp suất hệ thống về giá trị̣ P0 + P2 và khóa van xả lại.

- Khi hết thời gian gia nhiệt tăng cường T2 , còi báo sẽ kêu, nhanh chóng điều khiển cần gạt điều hướng để di chuyển 2 đầu ống xa khỏi đĩa nhiệt, di chuyển đĩa nhiệt vể khung đỡ (đây là thời gian chuyển đổi T3 ), đồng thời điều khiển cần gạt điều hướng để di chuyển 2 đầu ống đã nóng chảy áp chặt vào nhau cho đến hết thời gian T4.
- Kết thúc thời gian T4 , điều khiển cần gạt điều hướng về vị̣ trí giữa, nhấn công tắc T5, bắt đầu thời gian làm nguội.

Bước 5: Kiểm tra mối hàn
Khi hết thời gian T5 , mở̉ van xả áp, nới lỏng bù lon siết má kẹp, di chuyển ống ra khỏi khung kẹp.
Quá trình hàn kết thúc, tiến hành kiểm tra mối hàn theo bảng đối chiếu.
| Mối hàn đúng |  |
|
Mối hàn rộng và cao Nguyên nhân: Có thể áp suất quá lớn |
 |
|
Mối hàn nhỏ Nguyên nhân: Có thể không đủ áp suất |
 |
|
Mối hàn bị gãy ở giữa Nguyên nhân: Có thể không đủ nhiệt hoặc thời gian thao tác hàn chậm |
 |
| Thời gian gia nhiệt hoặc nhiệt không đều |  |
|
Mối hàn bị lệch ( dung sai cho phép là 10%chiều dày thành ống) |
 |
2. PHƯƠNG PHÁP HÀN ĐIỆN TRỞ
Sử dụng máy hàn và các phụ kiện điện trở̉ chuyên dụng. Phương pháp này sử dụng cho các ống có đường kính từ ø50 – ø1200.

GỒM 6 BƯỚC

|
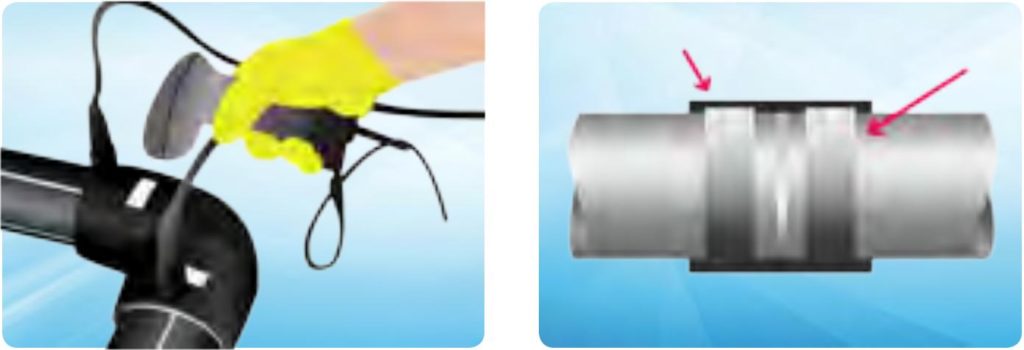
Bước 1: Cắt ống theo chiều thẳng đứng đảm bảo ống không có vết trầy xước quá 10% bề dày thanh ống. |
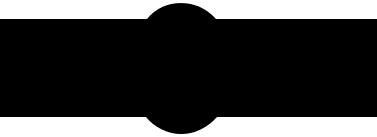
Bước 2: Tạo đọ nhám cho bề mặt ống độ sâu từ 0,2 – 0,4 mm
|

Bước 3: Đánh dấu chiều dài cần lắp, vệ sinh ống và phụ kiện sạch sẽ.

Bước 4: Kết nối ống và phụ kiện cần hàn, tùy theo điều kiện và loại ống ta sử dụng thiết bị̣ để cố đị̣nh và cân bằng 2 đầu ống.
Bước 5: Kết nối nguồn điện cho phụ kiện.

Bước 6: Sử dụng thiết bị̣ quét mã vạch hoặc cài đặt thông số hàn bằng tay. Sau đó nhấn công tắc làm việc để máy tự động thực hiện quá trình hàn.
3. PHƯƠNG PHÁP SỬ DỤNG KHỚP NỐI SỐNG
Phương pháp này sử dụng cho các ống có đường kính từ ø20 – ø110.
GỒM 5 BƯỚC:

A – Nấp
B – Đai
C – Vòng chặn
D – Gioăng cao su
E – Thân phụ kiện
Bước 1: Vệ sinh đầu ống, tháo rời các bộ phận phụ kiện ren. Vệ sinh sạch sẽ đầu ống và phụ kiện.
LƯU Ý
Một số phụ kiện 2 chi tiết B và C có thể gộp chung thành 1 chi tiết
Bước 2: Đánh dấu chiều dài lắp trên thân ống
Bước 3: lần lượt cho các chi tiết của phụ kiện ren vào thân ống
|
Bước 4: Đẩy thẳng tâm đầu ống vào phụ kiện qua gioăng cho tới khi chạm tới gờ chặn.
|
Bước 5: Vặn chặt nắp bằng tay hoặc dụng cụ thích hợp tùy theo cỡ của phụ kiện nắp phải được vặn chặt nhưng không nhất thiết phải chạm tới gờ ngoài của thân phụ tùng. |



Mối nối minh họa
CÔNG TY TNHH VẬT TƯ VÀ XÂY LẮP THỊNH THÀNH
Chuyên cung cấp vật tư điện nước cho các công trình xây dựng, dự án lớn nhỏ trên toàn quốc
Địa chỉ: Số 111 Phố Nhổn, Phường Phương Canh, Quận Nam Từ Liêm, Hà Nội
Website: diennuocthinhthanh.com
Liên hệ: 0989.891.811
Email: diennuocthinhthanh.com@gmail.com